Automatyczna maszyna do zgrzewania punktowego ram siatkowych IBC
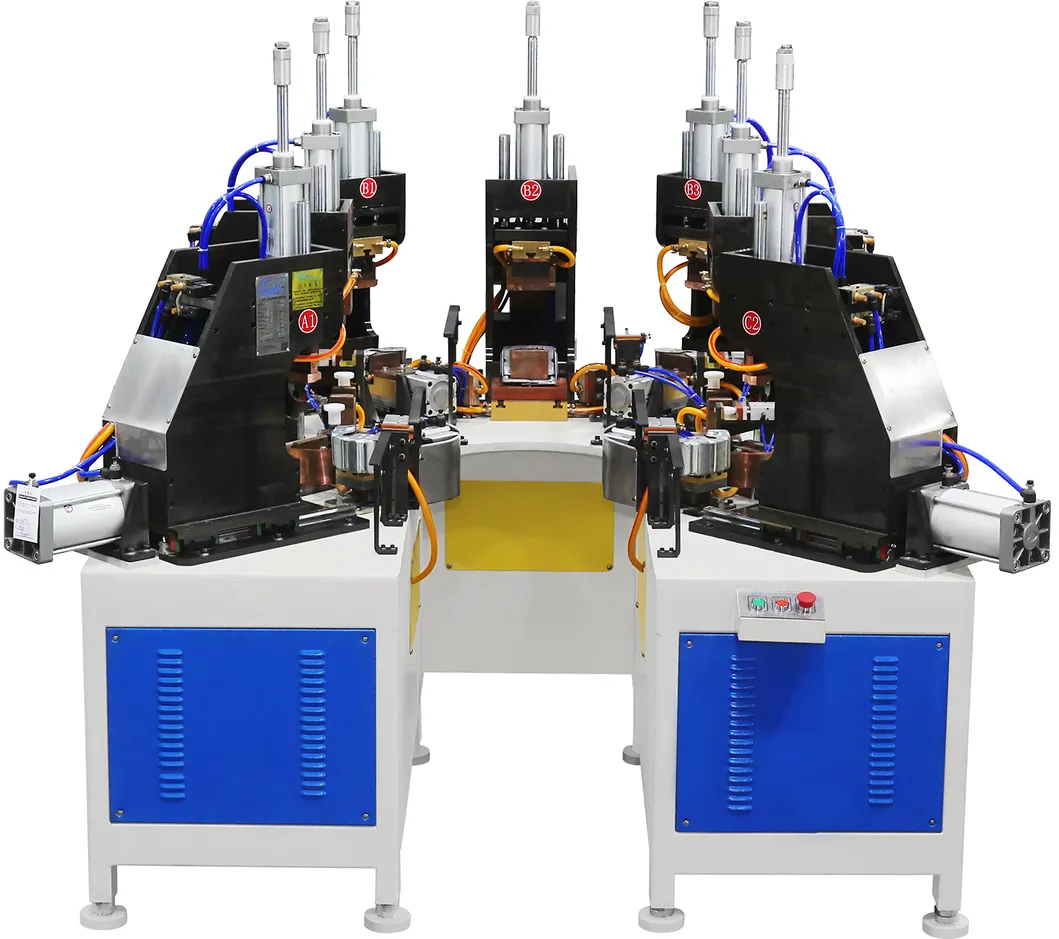
Koncepcja projektowa: Rury kwadratowe żebrowane i spawanie rur kwadratowych żebrowanych: Ponieważ spawane produkty to pusta rura kwadratowa z powłoką, wymagane są cztery transformatory spawalnicze (cztery punkty spawalnicze rozmieszczone pośrodku, skonfigurowane z dwoma transformatorami do dwustronnego spawania jednopunktowego, jednym transformatorem do dwustronnego spawania jednopunktowego z dwóch stron i jednej strony, z dwoma cylindrami zamontowanymi po obu stronach transformatora; jeśli wymagane jest siedem miejsc spawania, transformator ten zakończy spawanie produktu w dwóch cyklach). Wymagania dotyczące prędkości spawania: Nie mniej niż 40 sztuk na godzinę; Miejsca zgrzewów prezentują się schludnie i estetycznie. Aby zapewnić stabilną jakość spawania i wysoką wydajność produkcji, nasza firma proponuje ukierunkowane rozwiązanie oparte na bogatym doświadczeniu technicznym i rzeczywistych wymaganiach klientów: przyjęcie zasady spawania bramowego z prądem spawania o dużej mocy i dużej energii; spawanie inwersyjne średniej częstotliwości jest priorytetem ze względu na wyjątkową wydajność w zakresie gęstości prądu; sztywność elektrod i uchwytów, a także precyzja prowadzenia ramy maszyny zostały zaprojektowane tak, aby przewyższać konwencjonalne spawarki bramowe.
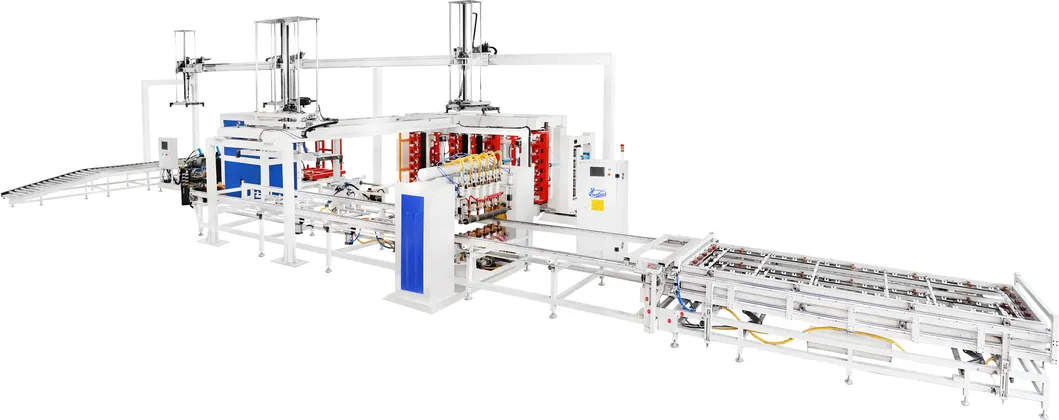
Zastosowano niestandardowe formy spawalnicze z podwójnym zasilaniem, aby zintegrować procedury spawania i układ materiału, w pełni wykorzystując czas oczekiwania spowodowany pracą pojedynczej formy w tradycyjnym przetwarzaniu i skutecznie zwiększając ogólną wydajność spawania. Nasza firma, dostosowana do wymagań linii produkcyjnej IBC, opracowała profesjonalną spawarkę inwersyjną do podwójnych klatek ochronnych o średniej częstotliwości. Ta dedykowana jednostka należy do dojrzałej automatycznej maszyny spawalniczej do produkcji klatek ochronnych z żebrowanych rur kwadratowych, składającej się głównie z ramy suwnicowej, systemu kontroli inwersji średniej częstotliwości, elektrycznego układu operacyjnego, specjalnie dopasowanych transformatorów, dedykowanych cylindrów spawalniczych pod ciśnieniem, zespołów elektrod górnych i dolnych, stojaków na formy z podwójnym zasilaniem, układu obiegu chłodzącego, układu pneumatycznego, urządzenia monitorującego i mechanizmu zabezpieczającego.
## Skład wyposażenia
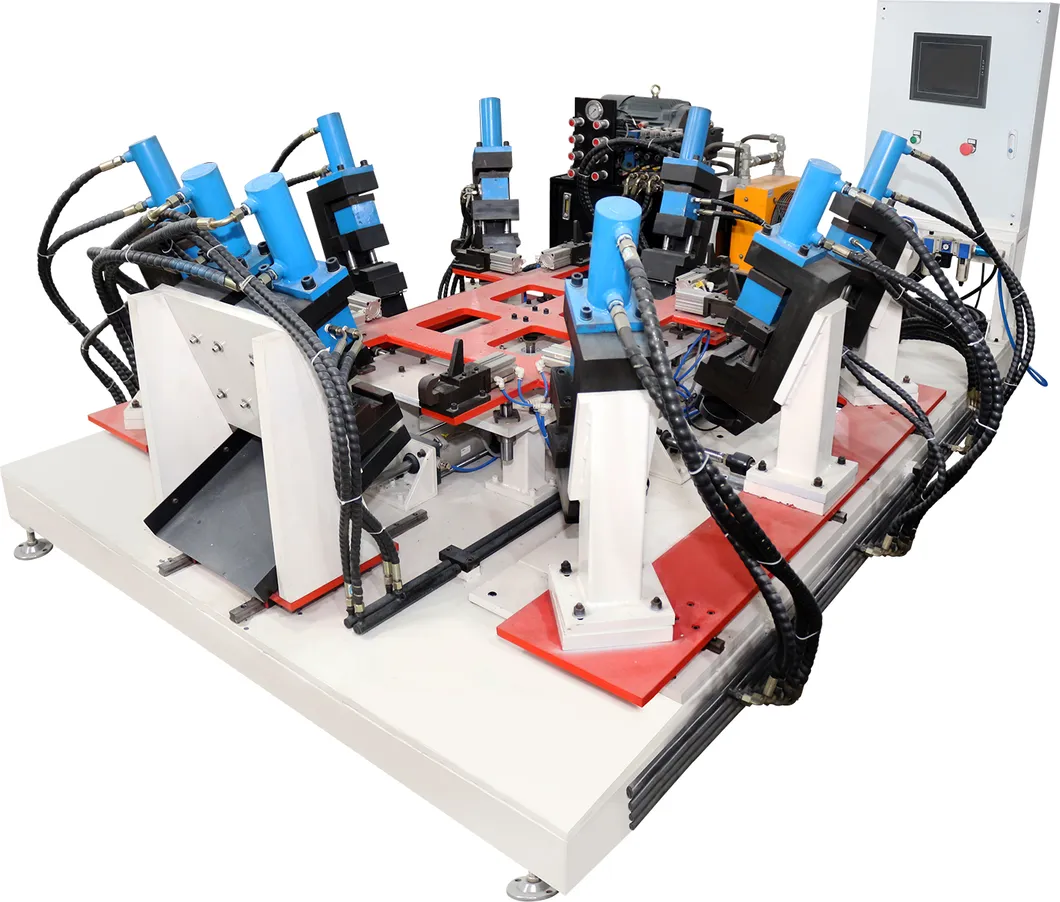
Zaprojektowany ze standardowym trybem pracy typu automatycznego, sprzęt składa się głównie z korpusu maszyny bramowej, inwersji prądu stałego o średniej częstotliwości, elektrycznego układu operacyjnego, specjalnego cylindra spawalniczego pod ciśnieniem, elementów górnej i dolnej elektrody, ramy podstawy z podwójną formą, układu chłodzenia wodą, układu pneumatycznego, urządzenia monitorującego, mechanizmu zabezpieczającego i innych zespołów, ze szczegółowym wprowadzeniem w następujący sposób:
1. Korpus maszyny: Wzmocniona pionowo konstrukcja jest wykonana poprzez spawanie wysokiej jakości grubych blach stalowych, wyposażona w racjonalnie rozmieszczone żebra wzmacniające i poddana obróbce odprężającej. Zapewnia doskonałe właściwości mechaniczne przy niewielkich odkształceniach i doskonałą wytrzymałość strukturalną podczas długotrwałej pracy.
2. Źródło prądu spawalniczego prądu stałego z inwersją MF składa się głównie z transformatora, sterownika, falownika, sterownika mocy, zespołu prostownika, płytki kondensatora, IGBT i rdzeniowych części centralnego sterowania. Jako zaawansowany i szeroko stosowany sprzęt spawalniczy, inwersyjny zasilacz spawalniczy prądu stałego o średniej częstotliwości charakteryzuje się kompaktowymi rozmiarami transformatora spawalniczego, a jednocześnie wysoką mocą wyjściową. Konwertuje oryginalną częstotliwość wejściową 50/60 Hz na 1000 Hz, a dioda prostownicza w pętli wtórnej transformatora przekształca moc na zasilanie stałoprądowe, znacznie optymalizując współczynnik reaktancji obwodu wtórnego — kluczowy czynnik prowadzący do strat energii w tradycyjnym sprzęcie. Konstrukcja ta zapewnia niemal idealne dopasowanie w pętli spawania stałoprądowego, maksymalnie obniżając koszty produkcji. W porównaniu z konwencjonalnym źródłem prądu spawania ma następujące cechy
| Advantages |
Save energy |
| Improve the power factor and reduce production costs; |
| In the secondary circuit with large opening area, interference can be reduced and welding current is constant current. When the secondary winding has inductive materials (with magnetic property), it will not affect the welding |
| make a balance of the loading of power supply device, medium frequency inversion constant current welding power source uses three-phase power and stores energy |